What causes cold cracking?
Cold cracking is also called hydrogen-induced cracking or simply hydrogen cracking because hydrogen trapped in the weld and heat-affected zone is responsible for this type of cracking. This occurs when steel is rapidly cooled and allowed to form martensite.
What is cold cracking and hot cracking?
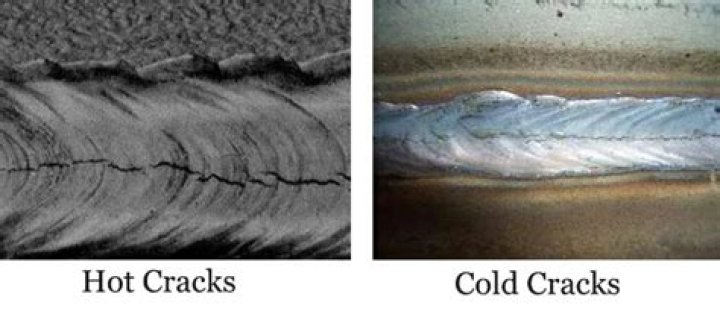
Hot cracks develop during solidification of weld metal at elevated temperatures and propagate between the grains of a material. Cold cracks or delayed cracks develop after solidification of the weld, as a result of residual stresses, and propagate both between grains and through grains.
How does preheating prevent cold cracking?
Preheat, which slows the cooling rate, allows some hydrogen to diffuse away, and generally reduces the hardness, and therefore susceptibility to cracking, of hard, crack-sensitive microstructural regions.
What is delay cracking?
Hydrogen cracking may also be called cold cracking or delayed cracking. The principal distinguishing feature of this type of crack is that it occurs in ferritic steels, most often immediately on welding or a short time after welding.
When does hydrogen cracking occur?
Hydrogen cracking is sometimes referred to as delayed cracking because it can occur up to 72 hours after the welding is completed. These cracks can occur in the weld metal or heat-affected zone (HAZ), which is the area adjacent to the weld that didn’t melt.
What three conditions must be present to cause hydrogen induced cracking?
In order for heat affected zone cracking to occur, three conditions must be present simultaneously: there must be a sufficient level of hydrogen; there must be a sufficient- ly sensitive material involved; and, there must be a suffi- ciently high level of residual or applied stress.
What is hot cracks in welding?
Hot cracking is the formation of shrinkage cracks during the solidification of weld metal. This phenomenon occurs in almost all metals. Hot cracking is also known as hot shortness, hot fissuring, solidification cracking and liquation cracking.
How do I stop hot cracking?
How do you stop Hot Cracks?
- Reducing heat input.
- Reduce the strain put onto the solidifying weld metal.
- Material selection.
- Use of appropriate welding procedures and welding parameters.
How do you stop cracking when welding?
Any existing defects or notches aggravate crack formation. Things that help prevent reheat cracking include heat treating first with a low temperature soak and then with a rapid heating to high temperatures, grinding or peening the weld toes, and using a two layer welding technique to refine the HAZ grain structure.
How do you prevent hot cracks in welding?
Hot Crack: How it occurs and how it can be prevented
- Use lower heat input. The use of lower heat input increases the cooling speed of the weld metal, which minimizes the time spent in the brittle temperature range.
- Use larger groove radius.
- Use ferrite-controlled filler metals.
How to crack the ocld of the Oberoi Group?
I worked in The oberoi group, going through a program called SDP ( supervisory development program) for 3 months I realise how training is different from rest of the hotel brands learn how rest of the department functions as well as knowledge of other department. On the other hand Oberoi hotels focus on ur general knowledge which is must.
How to avoid the formation of hot and cold cracks?
To avoid the formation of cold cracks, it is necessary to decrease residual stresses during welding and increase ductility of the weld metal. Both hot and cold cracks are revealed, as a rule, at the stage of inspection by the non-destructive test methods.
Is there a way to predict a cold crack?
A microcomputer method for predicting the preheat level necessary to avoid the formation of heat – affected zone (HAZ) cold cracks is presented. It is based on the cracking model proposed by Yurioka [1983] at the Nippon Steel Research Laboratories (Japan). The changes and modifications necessary for computer implementation are described.
How are cold cracks formed in a welding line?
Cold cracks are formed along the weld and fusion line, as a rule, after welding, during the ‘maturing’ process. The mechanism of their formation is associated with high tensile residual stresses and those structural transformations which occur in the material with time.